Общие сведения о посадках.
ПОСАДКИ С ЗАЗОРОМ.
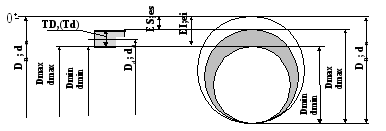
ПОСАДКИ С НАТЯГОМ.

Размеры сопрягаемых поверхностей
называются сопрягаемых.
Размеры свободных поверхностей –
свободными.
Посадкой называют характер сопряжения,
определяемый величиной зазора натяга.
Различают следующие группы посадок: с
зазором, с натягом, переходные.
Посадки с зазором

Зазором
называют разность между
размерами отверстия и вала, если размер
отверстия больше размера вала. Величина
зазора зависит от размеров соединяющих
деталей и может изменяться отSminдоSmax– это предельное
значение зазора.
Предельное отклонение зазора удобно
выразить через отклонение:
Так как предельное значение зазоров,
то можно говорить о его допуске.
Допуском зазора
называют разность
между наибольшим и наименьшим предельными
зазорами.
Таким образом, допуск зазора равен сумме
допусков соединяемых деталей.
Посадки с зазором
– это посадки,
у которых обеспечивается зазор в
соединение.
У посадок с зазором поле допуска отверстия
расположено выше поля допуска вала.
Основные
понятия и определения.
D
– Отверстие
–
размер,
который при
обработке может только
увеличиваться
(все параметры
обозначаются прописными
буквами).
d
– Вал
–
размер,
который при
обработке может только
уменьшаться
(все параметры
обозначаются строчными
буквами).
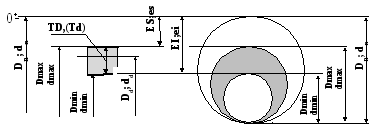
Номинальный
размер
–
размер ,
проставленный на чертеже, служит
началом отсчета предельных отклонений
(нулевая линия) 
D
n
–
отверстия
,
d
n
–
вала
–
определяется
расчетом и округляется согласно ГОСТ
«Нормальные линейные размеры».
Верхнее
предельное
отклонение
отверстия –
ES
,
вала
–
es
Нижнее
предельное
отклонение
отверстия –
EI
,
вала –
ei
Наибольший
предельный
размер отверстия –
Dmax
,
вала –
dmax
Dmax =
D
n
+ ES; dmax = d
n
+
es
Наименьший
предельный
размер отверстия –
Dmin
,
вала –
dmin
Dmin =
D
n
+
EI; dmin = d
n
+
ei
Действительный
размер –
размер, полученный измерением с
допускаемой
погрешностью
измерений: D
d
–
отверстия
,
d
d
–
вала
Допуск –
разность
между
предельно
допустимыми
размерами
или
предельными
отклонениями
:
TD
–
допуск
отверстия
,
Td
–
,
допуск
вала;
TD
= Dmax – Dmin ,Td = dmax – dmin,
или
TD,(Td)
= ES (es) – EI (ei)
Поле допуска
определяется
значением
допуска и его положением
относительно
номинального
размера (нулевой линии).
1)
рассчитайте значения
предельных размеров и допуска для
каждого из пяти примеров
40 +0,1
40 -0,1



Построить
схемы полей допусков для вариантов
размеров
Ø
40
–
0,02
; Ø
40 +0,03
;
Ø 
; Ø

; Ø

и
указать,
в каких случаях величина номинального
размера совпадает :
• с
величиной действительного
годного
и
одного из предельных
размеров,
т.е.
номинальный размер может быть и
действительным и предельным;
• с
величиной действительного
годного размера, т.е. номинальный размер
может быть действительным и не может
быть предельным;
• когда
номинальный размер не
совпадает
ни с действительным ни с предельными
размерами.
Пример:
для размера отверстия Ø

определить:
Условие годности
отверстия:
Dmin
<
D
d
<
Dmax
1.
предельные размеры отверстия:
D
max
= Dн
+ ES
= 30 + 0,065 = 30,065
D
min
=
Dн
+ EI
= 30 + 0,045 = 30,045
TD
=
Dmax
– Dmin
= 30,065 – 30,045 = 0,020 = 20(мкм)
TD
= ES – EI =
(+0,065)
– (+0,045) = 0,020 = 20(мкм)


Действительные
размеры годной
детали D
d
находятся в пределах от 30,045мм до
30,065мм, следовательно, номинальный размер
Ø30 не совпадает
ни
с предельными размерами, ни с действительными
размерами годной
детали;
схема
поля допуска с обозначением основных
параметров:








Пример:
для размера вала Ø30
– 0,03
определить:
Условия годности вала:
dmin
<
d
d
<
dmaxредельные размеры вала:
d
max
= dн
+ es = 30 + 0 = 30
d
min
= dн
+ ei = 30 + ( – 0,03) = 29,97
Td
=
d
max
– d
min
= 30 – 29,97 = 0,03 = 30(мкм)
Td
= es – ei =
0
– (
– 0,03)
=
0,03
= 30(мкм)
ействительные размеры годной детали
d
d
находятся в пределах от 29,97мм до 30мм,
следовательно, номинальный размер dном .
Ø30 совпадает
с предельным
наибольшим размером
dmax
,
а также может
быть
действительным
размером годной детали –
d
d
;
схема поля
допуска с обозначением основных
параметров:














Основная
закономерность построения единой
системы допусков и посадок (ЕСДП)
I
Т
=
i
k
(мкм),
где
I
Т
– допуск
квалитета, i
– единица
допуска, k
–
коэффициент
точности.
Таблица
допусков, рассчитанных по основной
закономерности ЕСДП,
в
зависимости от номинальных размеров
и квалитета.
Единица допуска
– i
(мкм) =
0,45

+ 0,001
D
,
где D
=

(среднее геометрическое значение
размера в
интервале),
Dmin
и
Dmax
–
предельные
значения размеров в интервале;
Единица
допуска выражает функциональную
зависимость допуска от номинального
размера
.
k

–
коэффициент
точности, определяет количество
единиц ( i
)
в допуске (для всех квалитетов);
Квалитет
–
совокупность
допусков для всех номинальных размеров
одной точности;
IT
– допуск
квалитета.
Например: IT12
– допуск 12 квалитета ;
квалитеты с 1 по 4 используются для особо
точных деталей (концевые меры,
калибры,
контр.калибры), квалитеты с 5 по 12
используются для образования посадок;
с 13 по 18 – свободные размеры
величина
допуска любого квалитета зависит
только от номинального размера;
Основное
отклонение –
одно
из двух
предельных
отклонений,
верхнее
или нижнее, ближайшее
к нулевой линии
(минимальное
расстояние от нулевой линии до начала
поля допуска).
Основное
отклонение показывает, где начинается
поле допуска относительно
нулевой линии
(номинального размера) и в какую
сторону располагается.
Основные
отклонения обозначаются буквами
латинского алфавита:
для
отверстий – от « А
»
до «
ZC
»,
для валов – от « а
»
до « zc
»
Поле
допуска размера образуется сочетанием
основного отклонения
(буквы) и
квалитета (цифры).
Например:
H
7,
a
7,
c
8,
c
6,
c
12,
C
7,
R
6,
d
8
Начертите cхемы полей
допусков, указанных в примере, подберите
числовые значения предельных отклонений
для указанных полей допусков, пользуясь
таблицей основных отклонений (прилож.1).
Пример определения
числовых значений
предельных
отклонений
полей допусков
для Ø10, заданных
в условном (буквенном)
обозначении
:
1) Ø10с6,
2)
Ø10с8,
3)
Ø10с12
и построения
схем
заданных полей допусков
1. Определить
числовое значение основного
отклонения – с:
заданные обозначения
полей допусков относятся к валу
,
т.к.
основное
отклонение – «с»
обозначено строчной
буквой ;
по таблицам основных
отклонений для валов,
для
номинального размера 10 определяем
значение основного
отклонения с
= –80мкм или = – 0,080мм, (прилож.3);
это предельное
отклонение, согласно определению,
является
ближайшим
к нулевой линии
,
следовательно оно –
верхнее
(
es
)
так как у
всех трех полей
допусков
основное отклонение – с
,
то схематично все три поля допуска
начинаются на одном
уровне
от
нулевой линии:













Второе
предельное отклонение (нижнее – ei
)
определяется из числового
значения
основного
отклонения и допуска
квалитета
;
согласно таблице
допусков (стр.3) определяем величину
допуска
для номинального размера 10
и заданного
квалитета
для всех трех вариантов:
1) IT
6
(допуск 6
-го
квалитета) – 9мкм или 0,009мм; 2) IT
8
( допуск 8
-го
квалитета) – 22мкм или 0,022мм; 3) IT
10
(допуск 10
-го
квалитета) – 150мкм или 0,150мм
Согласно выражению:
Т
- d
=
es
–
ei
(cтр.1),
получаем:
ei
=
es
–
T
,
в результате
нижнее
предельное отклонение
( ei
)
равно:
ei
= – 0,080 –
0,009= – 0,089; 2)
=
– 0,080 –
0,022 = – 0,102
3) ei
=
– 0,080 –
0,150 = – 0,230
таким образом,
числовое
выражение полей допусков (в виде двух
предельных
отклонений)
и схемы полей допусков согласно
рассчитанным
предельным
Ø10с6 (
) ; Ø10с8 ( ); Ø10с12 ( )
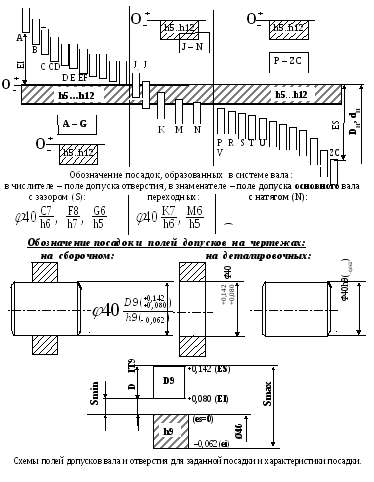
Посадка – характер
сопряжения двух деталей (вала и
отверстия).
Виды
посадок и их характеристики:
посадки с зазором
–
S
посадки
переходные
посадки
с натягом
–
N
(разъемные подвижные (разъемные
неподвижные (неразъемные
соединения)
соединения) неподвижные
соединения)
Система отверстия
–
система
посадок, при которой
основной деталью
является
отверстие
(т.е. отверстие,
у которого EI=0) ,
а посадки
образуются
за счет изменения
предельных размеров
(или основных отклонений)
валов.
Посадки в
системе отверстия образуются всех
трех видов – с зазором, с натягом
Система вала –
система
посадок, при которой
основной деталью
является
вал
(т.е.
вал, у которого es=0) ,
а посадки
образуются
за счет изменения предельных
размеров
(или основных отклонений) отверстий.
В системе вала
также образуется три вида посадок
– с зазором,
с натягом и переходные:
Посадки с
зазором Посадки переходные Посадки
с натягом
Соседние файлы в папке Раздаточный материал
Основные
понятия и определения.
1
D
– Отверстие
–
размер,
который при
обработке может только
увеличиваться
(все параметры
обозначаются прописными
буквами).
d
– Вал
–
размер,
который при
обработке может только
уменьшаться
(все параметры
обозначаются строчными
буквами).
Н 
оминальный
размер
–
размер ,
проставленный на чертеже, служит
началом отсчета предельных отклонений
(нулевая линия) D
n
–
отверстия
,
d
n
–
вала
–
определяется
расчетом и округляется согласно ГОСТ
«Нормальные линейные размеры».
Верхнее
предельное
отклонение
отверстия –
ES
,
вала
–
es
Нижнее
предельное
отклонение
отверстия –
EI
,
вала –
ei
Наибольший
предельный
размер отверстия –
Dmax
,
вала –
dmax
Dmax =
D
n
+ ES; dmax = d
n
+
es
Наименьший
предельный
размер отверстия –
Dmin
,
вала –
dmin
Dmin =
D
n
+
EI; dmin = d
n
+
ei
Действительный
размер –
размер, полученный измерением с
допускаемой
погрешностью
измерений: D
d
–
отверстия
,
d
d
–
вала
Допуск –
разность
между
предельно
допустимыми
размерами
или
предельными
отклонениями
:
TD
–
допуск
- отверстия
Пример:
для размера отверстия Ø

определить:
Пример:
для размера вала Ø30
– 0,03
определить:Условия годности вала:
dmin
<
d
d
<
dmaxредельные размеры вала:
Второе
предельное отклонение (нижнее – ei
)
определяется из числового
значения
ei
= – 0,080 –
0,009= – 0,089; 2) ei
=
– 0,080 –
0,022 = – 0,102- Номинальный размер во всех случаях равен 270 мм
- Наибольший предельный размер (по строчке):
- Наименьший предельный размер:
- Дать определение номинальному размеру
- Дать определение допуску
- Могут ли отклонения иметь отрицательные значения?
- Может ли допуск иметь отрицательное значение?
- Могут ли предельные размеры иметь отрицательное значение?
- Вычислить верхнее и нижнее отклонения, если номинальный размер 110 мм, наибольший 110, 016 мм, наименьший 110, 002 мм.
- Вычислить величину допуска при тех же значениях
- Ганевский Г. М., Гольдин И. И. Допуски, посадки и технические измерения в машиностроении. М.: Высшая школа, 2008г.
- Зайцев С. А., Толстов А. Н., Куранов А. Д. Допуски, посадки и технические измерения в машиностроении М.: Академия, 2005
- Зайцев С. А., Толстов А. Н., Куранов А. Д. Нормирование точности. М.: Академия, 2004
- формирование знаний о линейных размерах, отклонениях ;
- активизировать познавательную деятельность обучающихся.
- карточка с вопросами по пройденной теме к следующему уроку.
,
Td
–
,
допуск
вала;
TD
= Dmax – Dmin ,Td = dmax – dmin,
или
TD,(Td)
= ES (es) – EI (ei)
Поле допуска
определяется
значением
допуска и его положением
относительно
номинального
размера (нулевой линии).
1)
рассчитайте значения
предельных размеров и допуска для
каждого из пяти примеров
40 +0,1
40
-0,1
Построить
схемы полей допусков для вариантов
размеров 2
Ø
40
–
0,02
; Ø
40 +0,03
;
Ø
; Ø
; Ø
и
указать,
в каких случаях величина номинального
размера совпадает :
• с
величиной действительного
годного
и
одного из предельных
размеров,
т.е.
номинальный размер может быть и
действительным и предельным;
• с
величиной действительного
годного размера, т.е. номинальный размер
может быть действительным и не может
быть предельным;
• когда
номинальный размер не
совпадает
ни с действительным ни с предельными
размерами.
Условие годности
отверстия:
Dmin
<
D
d
<
Dmax
1.
предельные размеры отверстия:
D
max
= Dн
+ ES
= 30 + 0,065 = 30,065
D
min
=
Dн
+ EI
= 30 + 0,045 = 30,045
TD
=
Dmax
– Dmin
= 30,065 – 30,045 = 0,020 = 20(мкм)
TD
= ES – EI =
(+0,065)
– (+0,045) = 0,020 = 20(мкм)


Действительные
размеры годной
детали D
d
находятся в пределах от 30,045мм до
30,065мм, следовательно, номинальный размер
Ø30 не совпадает
ни
с предельными размерами, ни с действительными
размерами годной
детали;
схема
поля допуска с обозначением основных
параметров:








d
max
= dн
+ es = 30 + 0 = 30
d
min
= dн
+ ei = 30 + ( – 0,03) = 29,97
Td
=
d
max
– d
min
= 30 – 29,97 = 0,03 = 30(мкм)
Td
= es – ei =
0
– (
– 0,03)
=
0,03
= 30(мкм)
ействительные размеры годной детали
d
d
находятся в пределах от 29,97мм до 30мм,
следовательно, номинальный размер dном .
Ø30 совпадает
с предельным
наибольшим размером
dmax
,
а также может
быть
действительным
размером годной детали –
d
d
;
схема поля
допуска с обозначением основных
параметров:
Основная
закономерность построения единой
системы допусков и посадок (ЕСДП)
3
I
Т
=
i
k
(мкм),
где
I
Т
– допуск
квалитета, i
– единица
допуска, k
–
коэффициент
точности.
Таблица
допусков, рассчитанных по основной
закономерности ЕСДП,
в
зависимости от номинальных размеров
и квалитета.
Единица допуска
– i
(мкм) =
0,45

+ 0,001
D
,
где D
=

(среднее геометрическое значение
размера в
интервале),
Dmin
и
Dmax
–
предельные
значения размеров в интервале;
Единица
допуска выражает функциональную
зависимость допуска от номинального
размера
.
k
–
коэффициент
точности, определяет количество
единиц ( i
)
в допуске (для всех квалитетов);
Квалитет
– совокупность
допусков для всех номинальных размеров
одной точности;
IT
– допуск
квалитета.
Например: IT12
– допуск 12 квалитета ;
квалитеты с 1 по 4 используются для особо
точных деталей (концевые меры,
калибры,
контр.калибры), квалитеты с 5 по 12
используются для образования посадок;
с 13 по 18 – свободные размеры
величина
допуска любого квалитета зависит
только от номинального размера;
Основное
отклонение –
одно
из двух предельных
отклонений, 4
верхнее
или нижнее, ближайшее
к нулевой линии
(минимальное
расстояние от нулевой линии до начала
поля допуска).
Основное
отклонение показывает, где начинается
поле допуска относительно
нулевой линии
(номинального размера) и в какую
сторону располагается.
Основные
отклонения обозначаются буквами
латинского алфавита:
для
отверстий – от « А
»
до « ZC
»,
для валов – от « а
»
до « zc
»

Поле
допуска размера образуется сочетанием
основного отклонения
(буквы) и
квалитета (цифры).
Например:
H
7,
a
7,
c
8,
c
6,
c
12,
C
7,
R
6,
d
8
Начертите cхемы полей
допусков, указанных в примере, подберите
числовые значения предельных отклонений
для указанных полей допусков, пользуясь
таблицей основных отклонений (прилож.1).
Пример определения
числовых значений
предельных
отклонений 5
полей допусков
для Ø10, заданных
в условном (буквенном)
обозначении
:
1) Ø10с6,
2)
Ø10с8,
3)
Ø10с12
и построения
схем
заданных полей допусков
1. Определить
числовое значение основного
отклонения – с:
заданные обозначения
полей допусков относятся к валу
,
т.к.
основное
отклонение – «с»
обозначено строчной
буквой ;
по таблицам основных
отклонений для валов,
для
номинального размера 10 определяем
значение основного
отклонения с
= –80мкм или = – 0,080мм, (прилож.3);
это предельное
отклонение, согласно определению,
является
ближайшим
к нулевой линии
,
следовательно оно –
верхнее
(
es
)
так как у
всех трех полей
допусков
основное отклонение – с
,
то схематично все три поля допуска
начинаются на одном
уровне
от
нулевой линии:













основного
отклонения и допуска
квалитета
;
согласно таблице
допусков (стр.3) определяем величину
допуска
для номинального размера 10
и заданного
квалитета
для всех трех вариантов:
1) IT
6
(допуск 6
-го
квалитета) – 9мкм или 0,009мм; 2) IT
8
( допуск 8
-го
квалитета) – 22мкм или 0,022мм; 3) IT
10
(допуск 10
-го
квалитета) – 150мкм или 0,150мм
Согласно выражению:
Т
d
=
es
–
ei
(cтр.1),
получаем:
ei
=
es
–
T
,
в результате
нижнее
предельное отклонение
( ei
)
равно:
3) ei
=
– 0,080 –
0,150 = – 0,230
таким образом,
числовое
выражение полей допусков (в виде двух
предельных
отклонений)
и схемы полей допусков согласно
рассчитанным
предельным
Ø10с6 (
) ; Ø10с8 ( ); Ø10с12 ( )




















Посадка – характер
сопряжения двух деталей (вала и
отверстия). 6
Виды
посадок и их характеристики:
посадки с зазором
– S
посадки
переходные
посадки
с натягом
–
N
(разъемные подвижные (разъемные
неподвижные (неразъемные
соединения)
соединения) неподвижные
соединения)
Система отверстия
–
система
посадок, при которой
основной деталью 7
является
отверстие
(т.е. отверстие,
у которого EI=0)
,
а посадки
образуются
за счет изменения
предельных размеров
(или основных отклонений)
валов.
Посадки в
системе отверстия образуются всех
трех видов – с зазором, с натягом
Система вала –
система
посадок, при которой
основной деталью 8
является
вал
(т.е.
вал, у которого es=0) ,
а посадки
образуются
за счет изменения предельных
размеров
(или основных отклонений) отверстий.
В системе вала
также образуется три вида посадок
– с зазором,
с натягом и переходные:
Посадки с
зазором Посадки переходные Посадки
с натягом

Приложение
1 9
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ ЯРОСЛАВСКОЙ ОБЛАСТИ
ГОУ СПО «ПЕРЕСЛАВСКИЙ КИНОФОТОХИМИЧЕСКИЙ КОЛЛЕДЖ»
по дисциплине «Метрология, стандартизация и сертификация»
для выполнения практической работы № 1
по теме «Допуски и посадки. Чтение размеров.
Определение годности действительных размеров»
ОДОБРЕНА НА ЗАСЕДАНИИ КАФЕДРОЙ СОСТАВЛЕНА В СООТВЕТСТВИИ С
МЕХАНИЧЕСКИХ ДИСЦИПЛИН ГОСУДАРСТВЕННЫМИ ТРЕБОВАНИЯМИ
СПЕЦИАЛЬНОСТЕЙ 150411, 190604 К МИНИМУМУ СОДЕРЖАНИЯ И
ПРОТОКОЛ № УРОВНЮ ПОДГОТОВКИ ВЫПУСКНИКА
ОТ______________ 2014Г. ПО СПЕЦИАЛЬНОСТЯМ 190604, 150411
ЗАВЕДУЮЩИЙ КАФЕДРОЙ: ЗАМЕСТИТЕЛЬ ДИРЕКТОРА ПО
В. С. АЛЕШИН УЧЕБНОЙ РАБОТЕ
СОСТАВИТЕЛЬ: КРЫМСКАЯ С. Н. – ПРЕПОДАВАТЕЛЬ ТЕХНИЧЕСКИХ ДИСЦИПЛИН
РЕЦЕНЗЕНТ: ЛЕБЕДЕВА Т. Г. – ПРЕПОДПВАТЕЛЬ СПЕЦИАЛЬНЫХ ДИСЦИПЛИН
Нормирование, точность, стандартизация, взаимозаменяемость – термины, дополняющие друг друга. Для обеспечения взаимозаменяемости
деталей, узлов, механизмов необходимо сначала установить (нормировать), а затем и обеспечить параметры (в том числе и точностные), определяющие нормальное функционирование этих деталей в узле, узла – в механизме, механизма – в технической системе. Без этих понятий, без их применения на практике сегодня невозможны развитие техники, разработка и изготовление качественной продукции, ее эксплуатация, обеспеченность запасными частями, периодичность ремонта, планово-предупредительная замена отдельных частей, механизмов, эксплуатационных материалов. Современная техника и перспективы ее развития, постоянно повышающиеся требования к качеству изделий предопределяют необходимость получения и использования знаний, которые являются базовыми для всех специалистов, работающих и на этапе проектирования конструкции, и на этапе ее изготовления, и на этапе эксплуатации вне зависимости от ведомственной принадлежности.
В данной работе рассматриваются общие понятия нормирования точности: линейный размер, действительный, предельный, допуск, условие годности действительного размера, исправимость брака.
Данная методическая разработка содержит не только варианты заданий, но и необходимые для ее выполнения теоретические сведения, примеры расчета. Она будет полезной как для студентов дневного отделения, так и заочного. Этот материал можно будет использовать также при подготовке к лекциям, экзаменам.
Цель данной работы:
– показать, как записать на чертеже возможные отклонения от номинального размера;
– как вычислять величину допуска;
– определять годность детали и решать вопрос о возможности исправления брака.
ОБЩИЕ УКАЗАНИЯ К ВЫПОЛНЕНИЮ РАБОТЫ
Задания выполняются на тех же листах, что и само задание. Это экономит время студента при выполнении работы и время преподавателя при ее проверке. Записи должны выполняться ручкой, аккуратно. Точность вычислений до трех знаков после запятой. Необходимые вычисления можно производить на оборотной стороне листа. Варианты заданий прилагаются.
Линейный размер – э
то — числовое значение линейной величины (диаметра, длины) в выбранных единицах измерения. Линейные размеры на чертежах проставляются в миллиметрах (мм). Линейные размеры делятся на:
1.
размер, полученный конструктором при проектировании в результате расчетов (на прочность, жесткость) или
учетом различных конструкторских или технологических соображений. На чертеже в качестве номинального линейного размера указывается только такой размер, который после расчета округлен до ближайшего большего значения из установленного ряда нормальных линейных размеров.
– размер, установленный измерением с допустимой погрешностью.
Чтобы действительный размер обеспечивал функциональную годность детали, конструктор, исходя из целого ряда факторов, должен установить после расчета номинального размера
два предельных размера
Это предельно допустимые размеры, между которыми должен находиться или которым может быть равен действительный размер годной детали. Задавать на чертеже два размера неудобно, поэтому в дополнение к номинальному размеру на чертеже проставляют его
верхнее и нижнее.
Они могут иметь знак «+»
или « –».
= наибольший предельный размер – номинальный размер.
= наименьший предельный размер – номинальный размер.
Зона значений размеров, между которыми должен находиться действительный размер годной детали, характеризует точность размера и называется
, он обозначается буквой
Иначе говоря, допуск — это разность между наибольшим и наименьшим предельными размерами, или алгебраическая разность между верхним и нижним отклонениями. Допуск, в отличие от отклонений, знака не имеет.
Чем допуск больше, тем ниже требования к точности обработки детали, тем проще ее изготовление. И наоборот, уменьшение допуска означает большую точность, требуемую при изготовлении детали, и соответственно ее удорожание. Поэтому назначение конструктором допуска (или предельных отклонений) должно быть тщательно обосновано.
Для удобства и упрощения оперирования данными чертежа всё многообразие конкретных элементов деталей принято сводить к двум элементам: отверстию и валу.
Охватываемые элементы принято называть валом, а охватывающие – отверстием.
Условие годности действительного размера:
размер будет годным, если он окажется не больше наибольшего предельного размера и не меньше наименьшего предельного размера. Если это условие не выполняется, то деталь считается бракованной.
Брак может быть исправим и неисправим.
Если отверстие получилось больше наибольшего, то уменьшить его невозможно, тогда говорят, что брак неисправим.
Если отверстие получилось меньше наименьшего, то его можно расточить (рассверлить), то есть брак исправим.
Если вал получился больше наибольшего, то его можно обточить, то есть брак исправим.
Если вал получился меньше наименьшего, то увеличить его не представляется возможным, то есть брак не исправим.
ПРИМЕР ВЫПОЛНЕНИЯ ЗАДАНИЯ
Рассмотрим пример: (см. табл № 1)
270 мм – 0,017 мм = 269,983 мм
270 мм + 0,016 мм = 270,016 мм
270 мм + 0 = 270 мм
270 мм + 0,088 мм = 270,088 мм
270 мм + 0,191 мм = 270,191 мм
270 мм – 0,049 мм =
270 мм – 0,016 мм =
270 мм – 0,024 мм =
270 мм + 0,056 мм = 270,056 мм
270 мм + 0,110 мм = 270,110 мм
4. Допуск:
269,983 мм – 269,951 мм = (
– (–0,049мм) = 0,032
270,016 мм – 269,984 мм = 0,016 мм – (– 0,016мм) = 0,032 мм
270 мм – 269,976 мм = 0 – (–0,024 мм) = 0,024 мм
270,088 мм – 270,056 мм = 0,088 мм – 0,056 мм = 0,032 мм
270,191 мм – 270,110 мм = 0,191 мм – 0,110 мм = 0,081 мм
5. Заключение о годности вала и исправимости брака.
Имеем:
а) два предельных размера max 269.983 мм и min 269.951мм
б) действительные размеры: 269,976 мм 269,045 мм 269,982 мм
270,101 мм 270,011 мм 270,060 мм 270,022 мм
Сравниваем действительные размеры с предельными:
а) 269, 976 мм меньше max 269.983 мм и больше min 269.951мм, следовательно, деталь годная, ставим в графе знак «+».
269, 045 мм меньше max 269.983 мм и
меньше min 269.951мм
, следовательно, это брак, ставим в графе знак «
». Этот брак не исправим, поэтому ставим рядом второй «
269,982 мм меньше max 269.983 мм и больше min 269.951мм, следовательно, деталь годная, ставим в графе знак «+».
270,101мм больше max 269.983 мм, следовательно, это брак, ставим «
», но вал можно обточить, поэтому брак исправим, ставим «+».
270,011мм больше max 269.983 мм, следовательно, это брак, ставим «
», но вал можно обточить, поэтому брак исправим, ставим «+». Аналогично с размерами 270, 060 мм и 270,022мм.
Затем заполняем следующий столбец, сравнивая те же действительные размеры с предельными размерами 270,016 мм и 269,984 мм и так далее.
В итоге получаем следующую таблицу (см. табл № 1).
Таблица № 1
На методическую разработку по дисциплине «Метрология, стандартизация, сертификация» для выполнения практической работы на тему
«Допуски и посадки. Чтение размеров. Определение годности действительных размеров»
Данная методическая разработка составлена в соответствии с рабочей программой по дисциплине «Метрология, стандартизация, сертификация». В ней представлены требования к оформлению работы, необходимый теоретический материал, пример выполнения задания. Разработано 25 вариантов заданий в виде таблиц, заполняя которые студент поэтапно разбирается с теми вопросами, которые перед ним поставлены.
Считаю, что данная методическая разработка поможет студентам как дневного отделения, так и заочного в их самостоятельной работе по данной теме.
Преподаватель спецдисциплин ПКФК Лебедева Т. Г.
ПЛАН – КОНСПЕКТ
Профессия: ОКПР 18809 Станочник широкого профиля.
Дисциплина: Технические измерения
Образовательное учреждение: СПб ГБПОУ КСиПТ
Преподаватель – Боталова Яна Викторовна
. « Общие сведения о размерах и сопряжениях»
: « Понятие о линейных размерах и отклонениях»
изучить основные понятия о линейных размерах, отклонениях .
формирование умений применять теоретические знания в расчетах.
1. воспитывать интерес к изучению предмета и осознание ее важности в профессии.
: самостоятельная работа
объяснительно-иллюстративный, демонстрационный, проблемно-развивающий.
– определять предельные отклонения размеров по стандартам, технической документации.
– основные термины и определения линейных размеров и отклонений.
: фронтальная, индивидуальная.
Методическое оснащение урока:
компьютер, проектор, демонстрационный экран.
Инструменты и принадлежности для работы:
Учебно – методическая документация: план – конспект урока, презентация.
: рабочая тетрадь, раздаточный материал
I. Организационный момент. (2 мин.)
• проверка явки обучающихся;
• проверка готовности обучающихся к уроку.
I I. Сообщение темы и цели урока. (1 мин.)
Тема урока: « Понятие о линейных размерах и отклонениях»
Цель урока: Формирование профессиональных знаний и навыков о линейных размерах, отклонениях .
III. Актуализация знаний обучающихся (10 мин.)
Самостоятельная работа обучающихся по карточке
(выберите один вариант ответа)
Вопрос: Стандартизация- это:
Ответ: 1. Документ, принятый органами власти.
2. Совокупность взаимосвязанных стандартов.
Деятельность по установлению норм, требований, характеристик.
4. Документ, в котором устанавливаются характеристики продукции.
(выберите один вариант ответа)
Вопрос: Нормативный документ, который утверждается региональной организацией по стандартизации
Ответ: 1. Международный стандарт
2. Национальный стандарт
3. Межгосударственный стандарт
(выберите один вариант ответа)
Вопрос: Нормативный документ, разрабатываемый на продукцию, и подлежащий согласованию с заказчиком (потребителем).
Ответ: 1. Национальный стандарт
2. Технический регламент
3. Стандарт организаций
(выберите один вариант ответа)
Вопрос: Организация по стандартизации, в которую входят все страны бывшего Советского Союза кроме Прибалтики
2. Региональная стандартизация
3. Межгосударственная стандартизация
4. Национальная стандартизация
(выберите один вариант ответа)
Вопрос: Выбор оптимального числа разновидностей продукции, процессов и услуг, значений их параметров и размеров.
Ответ: 1. Безопасность
(выберите один вариант ответа)
Вопрос: Свойство одних и тех же деталей, узлов или агрегатов машин, позволяющее устанавливать детали (узлы, агрегаты) в процессе сборки или заменять их без предварительной подгонки при сохранении всех требований, предъявляемых к работе узла, агрегата и конструкции в целом.
Ответ: 1. Внешняя взаимозаменяемость
3. Полная взаимозаменяемость
4. Внутренняя взаимозаменяемость
(выберите один вариант ответа)
Вопрос: Метод стандартизации, который заключается в сокращении типов изделий в рамках определенной номенклатуры до такого числа, которое является достаточным для удовлетворения существующей потребности на данное время.
4. Параметрическая стандартизация
(выберите один вариант ответа)
Вопрос: Метод стандартизации, заключающийся в установлении повышенных по отношению к уже достигнутому на практике уровню норм, требований к объектам стандартизации, которые согласно прогнозам будут оптимальными в последующее время
Ответ: 1. Типизация
4. Комплексная стандартизация
После сдачи выполненного задания преподавателю, проверка ответов (слайд 2,3)
IV. Изложение нового материала. (19 мин.)
– числовое значение линейной величины (диаметра, длины, высоты и т.п.) в выбранных единицах. Размеры разделяются на свободные и сопрягаемые. Свободные – конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей. Сопрягаемые – размеры по которым детали соприкасаются, образуя подвижные или неподвижные соединения.
Размеры подразделяются на истинные, действительные, предельные, номинальные.
В соединении элементов двух деталей один из них является внутренним (охватывающим), другой – наружным (охватываемым). В системе допусков и посадок гладких соединений наружный элемент условно называется
, внутренний –
. Термины «отверстие» и «вал» применяют и к несопрягаемым элементам. ( слайд4 )
ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ОСНОВНЫХ ВИДОВ РАЗМЕРОВ И ОТКЛОНЕНИЙ
– термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы. (слайд 5)
– термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы. (слайд 6)
Размеры, не относящиеся к отверстиям и валам
– это числовое значение линейной величины (диаметра, длины) в выбранных единицах измерения (мм – по принятой метрической системе). (слайд7)
Линейные размеры (валов d, l, h, отверстий H, D, L)
Линейные размеры делятся на:
Номинальный размер (Dн, dн)
– размер, полученный конструктором при проектировании машины в результате расчётов (на прочность, жёсткость, износостойкость) или с учётом различных конструктивных, технологических и эксплуатационных соображений, проставленный на чертеже. Относительно номинального размера определяются отклонения.
Действительный размер (Dд, dд)
– размер, полученный в процессе обработки и установленный измерением с допустимой погрешностью.
– два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер.
Устанавливаются два предельных размера:
—наибольший предельный размер (Dmax, dmax)
–наибольший допустимый размер элемента;
—наименьший предельный размер (Dmin, dmin)
– наименьший допустимый размер элемента (слайд8)
Предельные размеры валов и отверстий (слайд 9,10)
– линия соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок.
– алгебраическая разность между размером действительным или предельным и соответствующим номинальным размером. Отклонения, в отличие от размеров, которые всегда выражаются положительными числами, могут быть и положительными (со знаком «+»), если размер больше номинального, и отрицательными (со знаком «−»), если размер меньше номинального. Если размер равен номинальному размеру, то его отклонение равно нулю.
— действительное отклонения,
— верхнее предельное отклонение,
— нижнее предельное отклонение.
Действительное отклонение (ЕД, ед)
– алгебраическая разность между действительным и соответствующим номинальным размерами:
Eд = Dд – Dн
eд = dд–dн
Верхнее предельное отклонение (ES, es)
– алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами:
ES = Dmax – Dн
es = dmax – dн
Нижнее предельное отклонение ( EI, ei)
– алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами:
EI = Dmin – Dн
ei = dmin – dн
Из формул 1 -6 следует:
Dmax = Dн + ES;
Dmin = Dн + EI ;
dmax= dн + es;
dmin = dн + ei.
Основное отклонение –
одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
(слайд 11) называется разность между наибольшим и наименьшим допустимыми значениями того или иного параметра. Он равен также алгебраической разности между верхним и нижним отклонениями. Допуск – величина всегда положительная. Он определяет заданную точность изготовления.
Чем меньше допуск, тем точнее должен быть изготовлен элемент детали и тем труднее, сложнее и потому дороже его изготовление. Чем больше допуск, тем грубее требования к элементу детали и тем проще и дешевле его изготовление.






1) dmax = d + es = 24 + (+0,015) = 24,015 мм;
dmin = d + ei = 24 + (+0,002) = 24,002 мм;
2) dmax = d + es = 40 + (- 0,025) = 39,975 мм;
dmin = d + ei = 40 + (- 0,050) = 39,950 мм;
3) Dmax = D + ES = 32 + (+0,007) = 32,007 мм;
Dmin = D + EI = 32 + (- 0,018) = 31,982 мм;
4) Dmax = D + ES = 12 + (+0,027) = 12,027 мм;
Dmin = D + EI = 12 + 0 = 12 мм;
5) dmax = d + es = 78 + 0 = 78 мм;
dmin = d + ei = 78 + (- 0,046) = 77,954 мм;
6) dmax = d + es = 100 + (+0,5) = 100,5 мм;
УСЛОВИЕ ГОДНОСТИ ДЕЙСТВИТЕЛЬНОГО РАЗМЕРА ДЕТАЛИ (слайд 12,13)
Действительный размер годен в том случае, когда он окажется в интервале между наибольшим и наименьшим предельными размерами, или равен любому из них.
Dmin ≤ Dд ≤ Dmax .
dmin ≤ dд ≤ dmax
Если вышеуказанные условия не выполняются, то размер
Существуют два вида брака:
— неисправимый (окончательный) брак
–брак, который нельзя исправить
— исправимый брак
– действительный размер можно исправить обработкой
Брак исправимый, если Dд < Dmin
Брак неисправимый, если Dд
● Для вала
Брак исправимый, если dд > dmax.
Брак неисправимый, если dд < dmin
1)Определите годность вала по результатам измерения, если на чертеже проставлен размер
а действительный размер равен
dmax = dн + es = 25 + (- 0,025) = 24,975 мм;
dmin = dн + ei = 25 + (- 0,050) = 24,950 мм.
Заключение о годности:
, так как не выполняется условие
dmin ≤ dд ≤ dmax;
так как выполняется условие
dд > dmax.
Определите годность отверстия по результатам измерения, если на чертеже проставлен размер
а действительный размер равен
Dmax = Dн + ES = 35 + 0,021 = 35,021 мм;
Dmin = Dн + EI = 35 + 0 = 35,0 мм.
Заключение о годности:
, так как не выполняется условие
Dmin ≤ Dд ≤ Dmax ;
так как выполняется условие
V. Первичное закрепление знаний. (8 мин)
Фронтальная работа обучающихся. (слайд 14)
. Определите годность детали.
Номинальный размер: 10,0 мм;
Верхнее предельное отклонение: +0,002 мм;
Нижнее предельное отклонение: -0,007 мм;
Наибольший предельный размер: 10,0 + 0,002 = 10,002 мм;
Наименьший предельный размер: 10,0 + (-0,007) = 9,993 мм;
Допуск: 10,002 – 9,993 = 0,009мм или 0,002 – (- 0,007) = 0,009 мм.
Определите годность детали.
Номинальный размер: 60,0 мм;
Верхнее предельное отклонение: 0 мм;
Нижнее предельное отклонение: -0,040 мм;
Наибольший предельный размер: 60,0 + 0 = 60,00 мм;
Наименьший предельный размер: 60,0 + (-0,040) = 59,96 мм;
Допуск: 60,00 – 59,96 = 0,04мм или 0 – (- 0,04) = 0,04 мм.
Определите годность детали.
Номинальный размер: 50,0 мм;
Верхнее предельное отклонение: +0,060 мм;
Нижнее предельное отклонение: 0 мм;
Наибольший предельный размер: 50,00 + 0,06 = 50,06 мм;
Наименьший предельный размер: 50,00 + 0 = 50,00 мм;
Допуск: 50,06 – 50,00 = 0,06мм или 0,06 – 0 = 0,06 мм.
VI. Подведение итогов урока (3 мин.)
• Выставление оценок обучающимся.
• Оценивание урока обучающимися.
VII. Домашнее задание : ( 2 мин.)
( слайд 15)
1. Параграф 3.2
2. Конспект урока;
3. Литература – учебная, информационная, справочная, техническая.
4. Подготовка к устному опросу.
• Сергей Алексеевич Зайцев, Алексей Куранов, Андрей Толстов «Допуски и технические измерения», серия: “Профессиональное образование (Академия)”. Учебник для учащихся НПО. Издательство “Академия”, 2014г.
• Багдасарова Татьяна Ануфриевна. Допуски и технические измерения. Рабочая тетрадь. Издательство “Академия”, 2014г.
Вышнепольский И. С. Техническое черчение. Учебник для учащихся НПО. Издательство Москва, 2009 г.
Понятие о размерах и отклонениях»
• план – конспект открытого урока;
• карточки – задания для выполнения письменной работы на уроке;
Графическое изображение допусков.
Поле допуска – зона, которая заключена
между наибольшим и наименьшим предельными
размерами или между линиями соответствующим
верхнему и нижнему предельному
отклонениям. Поле допуска отличается
от допуска тем, что оно определяет не
только величину, но и его положение
относительно номинального размера.
Условие
годности размера
формулируется так: если действительный
размер окажется между наибольшим и
наименьшим предельными
размерами или равен любому из
них,
то размер годен.
Для внутреннего элемента детали
(отверстия):
если
действительный размер окажется меньше
наименьшего
предельного размера — брак исправимый;
если
действительный размер окажется больше
наибольшего
предельного размера — брак неисправимый
(окончательный).
Для наружного элемента детали (вала):
если
действительный размер окажется больше
наибольшего
предельного размера — брак исправимый;
если
действительный размер окажется меньше
наименьшего предельного размера — брак
неисправимый (окончательный).
Посадки с натягом

Натягом
называют разность между
разрывами вала и отверстия, если размеры
вала больше чем размеры отверстия до
сборки:N=d-D,
еслиd>D.
Величина натяга зависит от размера
соединяемых деталей и может изменяться
от NminдоNmax– это предельное значение натягов.
Выразим предельное значение натяга
через отклонение:
Допуском натяга
– называют
разность между наибольшим и наименьшим
предельным натягом.
Таким образом, допуск натяга тоже равен
сумме допусков соединяемых деталей.
Посадки с натягом
– это посадки,
у которых обеспечивается натяг в
соединении (неподвижные посадки).
Получаются либо запрессовкой с усилием
вала в отверстие (при малых натягах),
либо за счет увеличения непосредственно
перед сборкой размера отверстия путем
нагрева (при больших натягах).
У посадок с натягом поле допуска вала
расположено выше поля допуска отверстия.