Что такое единица допуска и как она определяется?
единица допуска — Множитель в формулах или уравнениях допусков системы, являющийся функцией номинального размера. . Единица допуска — 1.
Что такое Есдп?
Единая система допусков и посадок – это их закономерная совокупность, которая построена на основе экспериментальных и технических изысканий, практического опыта, приведенная к единому стандарту и оформленная в его качестве.
Что такое Квалитет точности?
Qualität, которое от лат. qualitas — качество) — характеристика точности изготовления изделия (детали), определяющая значения допусков. Квалитет является мерой точности. С увеличением квалитета допуск увеличивается, а точность понижается.
Что такое система допусков и посадок?
Системой допусков и посадок называется закономерно построенная совокупность стандартизованных допусков и предельных отклонений размеров деталей, а также посадок, образованных отверстиями и валами, имеющими стандартные предельные отклонения.
Что такое система отверстия и система вала?
Система отверстия. Система вала — это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия (рис. . 95, б).
Сколько полей допусков предусмотрено в системе основного отверстия?
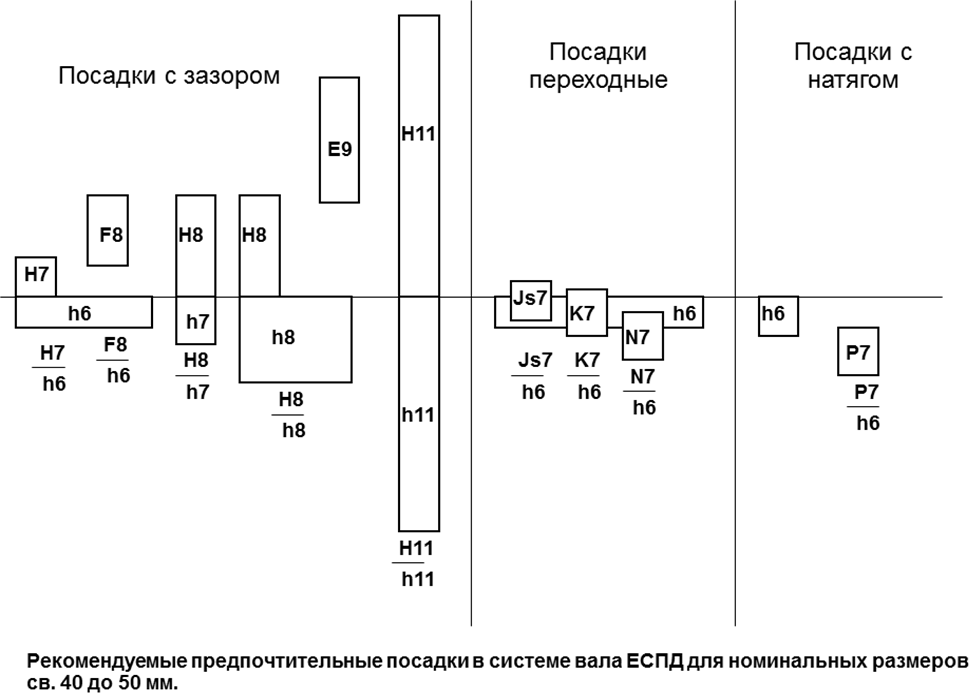
Стандартом ГОСТ в диапазоне размеров от 1 до 500 мм предусмотрено 10 предпочтительных полей допусков отверстий: E9, F8, H11; H9, H8: H7, Js7, K7, N7, P7 и 16 предпочтительных полей допусков валов: d11, d9, e8, f7, g6, h11, h9, h8, h7, h6, js6, k6, n6, p6, r6, s6.
Что такое посадка и какие бывают посадки?
Посадка — характер соединения сопрягаемых деталей, определяемый зазором или натягом, то есть разностью их размеров до сборки в соответствии с назначенным допуском. . Посадки обозначают буквами латинского алфавита: отверстия — прописными буквами, валы — строчными. Точность посадки определяется квалитетом допуска.
Какая из систем посадок является предпочтительной и почему?
Выделение названных систем допусков и посадок вызвано различием в способах образования посадок. . Система вала является предпочтительной по сравнению с системой отверстия, когда валы не требуют дополнительной разметочной обработки, а могут пойти в сборку после так называемых заготовительных технологических процессов.
Конструктивно любая деталь состоит из элементов (поверхностей) различной геометрической формы, часть из которых взаимодействует (образует посадки-сопряжения) с поверхностями других деталей, а остальная часть элементов является свободной (не-сопрягаемой). Размеры всех элементов деталей независимо от их формы условно делят на три группы: размеры валов, размеры отверстий и размеры, не относящиеся к валам и отверстиям (рис. 1.2, 1.3).
Рис. 1.2. Размеры валов и отверстий
Вал – термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и нецилиндрические элементы, и соответственно сопрягаемых размеров.
Отверстие – термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей, включая нецилиндрические элементы, и соответственно сопрягаемых размеров.
Рис. 1.3. Размеры, не относящиеся к отверстиям и валам
Состав группы размеров и элементов деталей, не относящихся ни к валам, ни к отверстиям, сравнительно невелик (например, фаски, радиусы скруглений, галтели, выступы, впадины, расстояния между осями (см. рис. 1.3) и др.).
Посадками в системе
отверстия
называется система, в которой посадки
с зазором, натягом и переходные
образовываются всего одним полем допуска
отверстия и несколькими полями допусков
для валов.
Посадками в системе
вала называется
система, в которой посадки с зазором,
натягом и переходные образовываются
всего одним полем допуска вала и
несколькими полями допусков для
отверстий.
Обозначения посадок
состоит из написания полей допусков
отверстия и вала, представленные в виде
простой дроби.

Случаи применения
посадок в системе вала:
Посадка в системе
отверстия является более предпочтительной,
экономичной по сравнению с посадками
в системе вала.
Совокупность
разных точностей и различных отклонений
для образования разнообразных посадок
и их построение называется системой
допусков.
Система
отверстия —
это совокупность посадок, в которых при
одном классе точности и одном номинальном
размере предельные размеры отверстия
остаются постоянными, а различные
посадки достигаются путем изменения
предельных отклонений валов. Во всех
стандартных посадках системы отверстия
нижнее отклонение отверстия равно нулю.
Такое отверстие называется основным.
Система
вала —
это совокупность посадок, в которых
предельные отклонения вала одинаковы
(при одном номинальном размере и одном
классе точности), а различные посадки
достигаются путем изменения предельных
отношений отверстия. Во всех стандартных
посадках системы вала верхнее отклонение
вала равно нулю. Такой вал называется
основным.
Допускается
пользоваться не только посадками,
установленными стандартом, но и
комбинациями стандартизованных полей
допусков отверстий и валов одного или
разных классов точности.
Для
предпочтительного применения при
номинальных размерах 1 + 500 мм установлены
два ряда полей допусков отверстий и
валов. В первую очередь должны применяться
поля допусков 1-го ряда, затем поля
допусков 2-го ряда. Только в особых
случаях, при необходимости, могут
применяться остальные поля допусков.
В
машиностроении применяется в основном
система отверстия, так как при этом
необходимо меньше режущих инструментов
с различными размерами. При системе
вала для обработки различных отверстий
требуются развертки или протяжки разных
диаметров в соответствии с разными
размерами отверстий для различных
посадок. Обработка валов обычно
производится инструментами (резцами,
шлифовальными кругами и т. д.), размеры
которых не связаны с характером посадок.
Развертки,
протяжки и другие калибрующие инструменты
(размеры которых по диаметру определяют
размеры обработанных ими поверхностей)
относительно дороги. Таким образом,
предпочитают систему отверстия из
экономических соображений.
Однако
в некоторых случаях оказывается более
целесообразным применять систему вала.
Это главным образом относится к тем
случаям, когда на одном валу должно быть
помещено несколько деталей с разными
посадками. В этом случае при системе
отверстия вал нужно было бы делать
ступенчатым, а это не всегда позволит
осуществить сборку.
ЕСДП состоит из двух равноправных систем допусков и посадок: системы отверстия и системы вала.
Выделение названных систем вызвано различием в способах образования посадок.
Система отверстия – система допусков и посадок, при которой предельные размеры отверстия для всех посадок данного номинального размера Dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров вала.
Система вала – система допусков и посадок, при которой предельные размеры вала для всех посадок данного номинального размера сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров отверстия.

Система отверстия имеет более широкое применение по сравнению с системой вала, что связано с ее преимуществами технико-экономического характера (она имеет меньше расходов производства).
Когда валы не требуют дополнительной размерной обработки, а могут пойти в сборку после заготовительных технологических процессов, система вала является предпочтительной. Система вала применяется в тех случаях, когда система отверстия не позволяет осуществлять требуемые соединения при данных конструктивных решениях.
На рисунке «а» показано соединение, имеющее подвижную посадку валика 1 с тягой 3. На рисунке «б» показана неподвижная посадка валика с вилкой 2, которую целесообразно выполнять по системе вала.

Деталь, размеры которой для всех посадок при неизменном номинальном размере и квалитете не меняются, принято называть основной деталью.
В системе отверстия основной деталью является отверстие, а в системе вала – вал.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Расположение полей допусков основных деталей должно быть постоянным и не зависеть от расположения полей неосновных деталей. В зависимости от расположения поля допуска основной детали относительно номинального размера различают предельно асимметричные и симметричные системы допусков.
ЕСДП – предельно асимметричная система допусков, при этом допуск задается «в тело», т.е. в плюс – в сторону увеличения размера от номинального для основного отверстия и в минус – в сторону уменьшения размера от номинального для основного вала.

Основное отверстие – отверстие в системе отверстия – характеризуется EI = 0 и ES = +TD, а основной вал – вал всистеме вала – имеет es = 0 и ei = -Td.
Посадки в системе отверстия – получают с одним основным отверстием, поле допуска которого (для данного квалитета) постоянно для всей совокупности посадок.
Наименование полей допусков валов в системе отверстия
Поле допуска основного отверстия H.
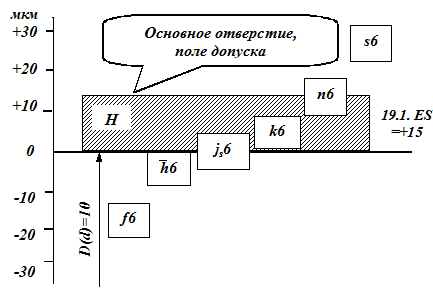
Рис. 18.4. Образование посадок в системе отверстия
Отверстие – основной элемент системы.
1) Посадки получают соединением различных валов с основным отверстием.
2) Поле допуска основной детали соединения всегда направлено«в тело» этой детали.
В практике машиностроения предпочтение (размеры более 1 мм) отдается системе отверстия, поскольку его точно изготовить и изменить значительно труднее и дороже, чем вал того же размера.
В тех случаях, когда посадку экономически выгоднее получить за счет различных размеров отверстия при постоянном поле допуска вала, применяют систему вала.
– подшипники качения в корпус (стандартные детали)
– шпонки призматические и сегментные (шпонка одна, а посадки на вал и втулку разные за счет полей допусков вала и втулки).
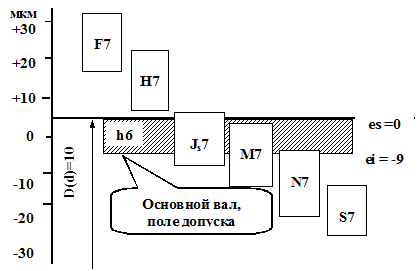
Рис. 18.5. Образование посадок в системе вала
– для отверстий малого диаметра (d < 1 мм), когда вал точно обработать труднее, чем отверстие
– для длинных валов, особенно, когда на отдельных участках вала одного номинального размера необходимо поместить несколько деталей с разными посадками.
Наименование полей допусков отверстий в системе вала
Поле допуска основного вала h. Посадки получают соединением различных отверстий с основным валом.
Шпонка в паз вала: в паз втулки
Н 6/ р 6; Н 7/ е 7.
Р 7/ к 6; Е 8/ h 7.
18.5. Предельные отклонения формы и расположения поверхностей
Форму детали принято характеризовать различными поверхностями, разделяемыми на номинальные и реальные.
Номинальная поверхность – это идеальная поверхность, форма которой задана чертежом. Реальная поверхность у детали образуется после изготовления (зависит от оборудования, технологии и т.п.) Реальная поверхность всегда отличается от номинальной на величину отклонения формы D.
Зону ограниченную верхним и нижним предельными отклонениями называют полем допуска. Поле допуска характеризуется не только величиной, но и положением относительно номинального размера (нулевой линии). Поле допуска детали может располагаться выше, ниже, симметрично и не симметрично относительно нулевой линии. Если знак допуска в таблице отсутствует допуск описывается в технических требованиях.
Характер соединения деталей определяется взаимным расположением полей допусков деталей и называется посадкой. Различают посадки трех типов: с зазором, с натягом и переходные.
19. Зубчатые и червячные редукторы. Общие сведения
Системы
образования посадок. Системы
образования посадок, которые
применяются в машиностроении, делятся
на систему
отверстия
и систему
вала.
Термин «отверстие»
является собирательным, его применяют
для обозначения внутренних (охватывающих)
элементов деталей (рис. 1.7); термин вал
— для обозначения наружных (охватываемых)
элементов деталей. Для достижения
разного характера сопряжений
нецелесообразно одновременно смещать
поля допусков обеих деталей. Значительно
выгоднее с экономической точки
использовать одно отверстие и разные
валы.
Система
основного отверстия. В
системе основного отверстия
при данных
размерах и точности соединения нужную
посадку получают изменением предельных
размеров вала (смещением его поля допуска
относительно нулевой линии), не меняя
при этом исполнительных размеров
основной детали — отверстия (рис. 1.7,
а).
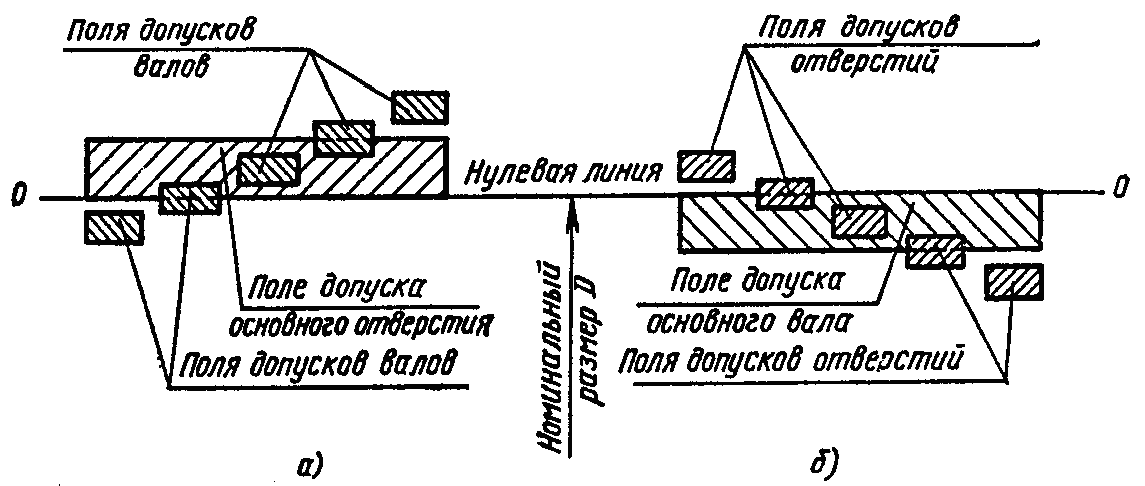
Рисунок 1.7 —
Расположение полей допусков для посадок
в
системе отверстия (а)
и в системе вала (б)
Система
основного вала. В
системе основного вала
основной
деталью является вал, нужную посадку
получают изменением исполнительных
размеров отверстия (рис. 1.7, б).
Назначение одной и той же посадки в
системе отверстия или системе вала не
меняет посадку (значение зазора или
натяга), а приводит лишь к изменению
предельных размеров деталей.
Области
применения посадок
в системе вала и системе отверстия.
Области
применения посадок
в системе вала и системе отверстия,
которые формально равноправны,
обусловливаются экономическими
факторами.
Система
отверстия является в этом плане более
предпочтительной. Для отверстий небольших
и средних размеров по каждому размеру
нужен специальный режущий инструмент
— сверло, зенкер, развертка, протяжка.
Для вала такого специализированного
по размерам инструмента не нужно. Значит,
инструментальное хозяйство при системе
отверстия компактнее и проще, чем при
системе вала, что дешевле.
В
ряде случаев более дешевым может
оказаться выполнение соединения в
системе вала. Например,
–
для деталей типа тяг, осей и валиков
(особенно в сельскохозяйственном и
транспортном машиностроении), точность
которых обеспечивается сортаментом
холоднотянутой стали;
–
соединение пальца, поршня и шатуна —
классический пример обеспечения разных
посадок при использовании системы вала
в одной сборочной единице (посадка
поршень — палец с натягом, палец — шатун
с зазором);
–
посадка подшипников и штифтов в корпус
выполняется в системе вала, а посадка
подшипника на вал — в системе отверстия
(здесь основная причина использования
системы вала — изготовление этих
стандартных узлов и деталей на
специализированных предприятиях);
–
шпонки также устанавливаются в системе
вала.
Посадки
предпочтительного применения.
Посадки предпочтительного применения
являются частью
рекомендованных посадок Единой системы
допусков и посадок в интервале размеров
от 1 до 500 мм (например, Н7/f6,
Н7/n6
и т. д.) (см. табл. 1.2). Унификация посадок
позволяет обеспечить однородность
конструктивных требований к соединениям
и облегчить работу конструкторов по
назначению посадок. Комбинируя разные
варианты предпочтительных полей допусков
валов и отверстий, можно значительно
расширить возможности системы по
созданию различных посадок без увеличения
набора инструментов, калибров и другой
технологической оснастки. Рекомендуемые
посадки приведены в приложении 1 ГОСТ
25347.
При соединении вала с отверстием достигнуть получения разного характера этого соединения, т. е. достигнуть получения разных посадок, можно двумя способами:
1) предельный размер отверстия оставлять постоянным, а размер вала менять в зависимости от того, какого характера желают получить соединение— по какой посадке (фиг. 27);
2) предельный размер вала оставлять постоянным, а размер отверстия менять в зависимости от выбранной посадки (фиг. 28).
Соединение по первому способу называется системой отверстия, по второму — системой вала.
«Система отверстия характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесённых к одному и тому же номинальному диаметру, предельные размеры отверстия остаются постоянными. Осуществление различных посадок достигается за счёт соответствующего изменения предельных размеров вала»
«Система вала характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесённых к одному и тому же номинальному диаметру, предельные размеры вала остаются постоянными.
Осуществление различных посадок достигается за счёт соответствующего изменения предельных размеров отверстия»
Фиг. 27. Система отверстия.
Фиг. 28. Система вала.
Таким образом в системе отверстия предельный размер отверстия остаётся один и тот же для всех посадок данного класса, а предельный размер, вала принимается разным, в зависимости от посадки. Следовательно, в системе отверстия калибр для измерения отверстия данного размера остаётся один и тот же для всех посадок данного класса, а калибры для валов будут разные для разных посадок.
В системе вала, наоборот, предельный размер вала остаётся постоянным для всех посадок данного класса, а предельный размер отверстия принимается разным, в зависимости от посадки. В системе вала калибр для измерения вала данного размера остаётся один и тот же для всех посадок данного класса, а калибры для отверстий будут разные для различных посадок.
В системе отверстия основной деталью является отверстие; в системе вала основная деталь— вал.
В системе отверстия номинальный размер является наименьшим предельным размером отверстия, а в системе вала номинальный размер является наибольшим предельным размером вала. В системе отверстия допуск отверстия всегда направлен в сторону увеличения отверстия (в тело); в системе вала допуск вала направлен всегда в сторону уменьшения вала (в тело).
В промышленности применяются обе системы, но большее распространение имеет система отверстия; системой вала пользуются обычно наряду с системой отверстия – для некоторых соединений в изделии, где она иногда является более удобной; например; когда на одном гладком валике сидят две или три детали с разными посадками.
Система вала применяется в производстве трансмиссий, в сельскохозяйственном машиностроении и других отраслях машиностроения, где встречается много гладких валов, несущих на себе детали, имеющие разную посадку.
Системе отверстия отдают предпочтение по той причине, что при пользовании ею получается значительное сокращение количества режущего и мерительного инструмента для отверстия и упрощение и удешевление производственного процесса.
Экономия инструмента для изготовления и измерения отверстия особенно важна потому, что необходимый при этом инструмент (развёртки, калибры, пробки и др.) сравнительно дорог.
Преимущества в производственном процессе заключаются в следующем: большая точность при обработке валов на круглошлифовальных станках достигается без затруднений; изготовление валов с большим разнообразием размеров при том же самом номинальном диаметре не удорожает производства; в то же время для изготовления отверстий разных диаметров (из-за разных допусков) при том же номинальном диаметре приходится производить в процессе работы смену развёрток (которых к тому же необходимо иметь значительный набор для разных размеров), что, разумеется, усложняет и удорожает работу.
Вот эти обстоятельства и заставляют отдавать предпочтение системе отверстия.
Как обозначается нижнее отклонение отверстия?
Нижнее отклонение — алгебраическая разность между наименьшим предельным и номинальным размерами. Нижнее отклонение отверстия обозначают буквами ЕI (EI = Dmin – D), вала — еi (еi = dmin– d).
Как определить допуск вала?
Допуск на размер детали может быть определен, как разность между предельными размерами или как сумма предельных отклонений: TD(d) = D(d)max – D(d)min = ES(es) + EI(ei), при этом следует учитывать знаки предельных отклонений, поскольку допуск на размер детали всегда положителен (не может быть меньше нуля).
Сколько Квалитетов бывает?
Совокупность тех допусков, которые для всех номинальных размеров соответствуют одному и тому же уровню точности, именуется системой квалитетов. Стандартом установлено 20 квалитетов – 01 , 0 , 1 , 2.
Чему равно нижнее отклонение?
Нижнее отклонение равно алгебраической разности между наименьшим допустимым размером и номинальным.
Какой квалитет в системе допусков и посадок является самым точным?
В ЕСДП наивысшим квалитетом точности считают 01, а допуск квалитета условно обозначают латиницей – IT.
Предельные отклонения размеров с неуказанными допусками
Предельные
отклонения, не указанные непосредственно
после номинальных размеров на чертежах,
а оговоренные общей записью в технических
требованиях чертежа, называют неуказанными
предельными отклонениями. Неуказанные
предельные отклонения допускаются для
размеров сравнительно низкой точности
(12-17-й квалитеты). Основные правила
назначения указанных предельных
отклонений размеров даны в ГОСТ 25670-83.
Неуказанные
предельные отклонения могут быть
назначены или на основе квалитетов, или
на основе специальных классов точности.
Для этого установлено четыре класса
точности:
– точный, соответствующий
округленно допускам 12-го квалитета;
–
средний, соответствующий 14-му квалитету;
–
грубый, соответствующий 16-му квалитету;
–
очень грубый, соответствующий 17-му
квалитету.
Предельные
отклонения размеров различных элементов,
оговариваемых в одной общей записи,
должны быть одного уровня точности
(одного квалитета или одного класса
точности либо одного квалитета и
соответствующего ему класса точности). Выбор
одного из вариантов общей записи зависит
от конструктивных и технологических
требований.
Предпочтение
следует отдавать варианту, устанавливающем
односторонние предельные отклонения
“в тело” для валов и отверстий.
Вариант 2 не рекомендуется. К элементам
деталей, не относящимся к валам и
отверстиям, относят уступы, глубины
отверстий! высоту уступов, расстояния
между осями отверстий или плоскостями
симметрии и др. Для этих элементов
предельные отклонения указываются по
варианту +-, в общей записи для всех
элементов допускается указывать вместо
варианта ± – соответственно ±.
Обозначения
односторонних предельных отклонений
по квалитетам, назначаемых только для
круглых отверстий и валов, дополняются
символом диаметра
Сколько Квалитетов предусмотрено Гостом?
измерения, не должен быть меньше, чем предел минимума материала, Донцолнительная информация к интерпретации предельных размеров приведена в приложении 2. 2.
Как проставляют размеры вала и отверстия на чертежах?
Объяснение: Длина вала проставляется выше или ниже него над горизонтальной размерной линией. Диаметр вала проставляется правее или левее вала около вертикальной размерной линии со знаком диамтра ∅ и соответствующими цифрами, которые пишутся слева от размерной линии и боком.
Какие посадки относятся к неподвижным?
К группе неподвижных посадок относятся следующие: горячая (Гр), прессовая (Пр), легкопрессовая (Пл). К переходным посадкам, относятся: тугая (Т), напряженная (Н), плотная (П), глухая (Г).
Как правильно рассчитать допуски и посадки?
Определяем допуск посадки (сначала определяем допуск через натяги или зазоры, а затем проверяем через допуски на изготовление отверстия и вала). Поскольку посадка выполнена с гарантированным натягом, можно записать: ТП = ТN = Nmax – Nmin = 0,060 – 0,006 = 0,054 мм = 54 мкм.
Какие Квалитеты используют в машиностроении?
Квалитеты 7 и 8 – наиболее используемые для размеров деталей точных ответственных соединений деталей в машиностроении, приборостроении и др. отраслях. Квалитеты 9 и 10 – для размеров деталей неответственных соединений, входящих в соединения с другими деталями.
Какие системы посадок существуют?
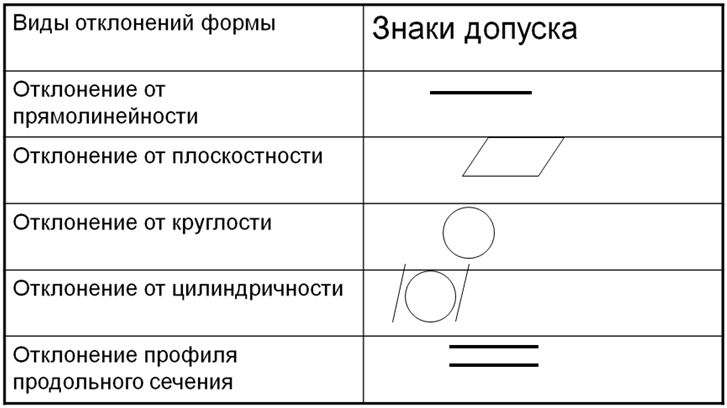
Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями. Вид допуска формы и расположения поверхностей должен быть обозначен на чертеже знаками (графическими символами) , приведенными в таблице. Формы и размеры знаков приведены в обязательном приложении 1.
Поля допусков отверстий и валов

Сколько Квалитетов точности предусмотрено в системе допусков и посадок?
Классы (степени) точности в ЕСДП СЭВ названы квалитетами, что позволяет отличить их от классов точности в системе ОСТ. Всего в ЕСДП СЭВ предусмотрено 19 квалитетов, обозначаемых порядковым номером, возрастающим с увеличением допуска: 01; 0; 1; 2; 3 .
Сколько Квалитетов установлено в Есдп?
Стандарт ИСО устанавливает 19 квалитетов: 01, 0, 1, 2, . . ., 17. Квалитетом называют совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Сколько существует Квалитетов точности?
Точность в пределах одного квалитета зависит только от номинального размера. Стандартом установлено 20 квалитетов: 01, 0, 1, 2, 3.
Виды отклонений, условные знаки допуска.
Профилем
называется линия пересечения поверхности
с плоскостью или заданной поверхностью.
В основном профиль рассматривают в
плоскости ,перпендикулярной к поверхности.
Для количественной
оценки отклонений формы используют
прилегающую
поверхность
(или прилегающий профиль) от которой
отсчитывают количественные значения
отклонений формы.
Прилегающей
поверхностью
(профилем) называется поверхность (или
профиль) :
1) имеющая форму
номинальной поверхности(профиля),
2)соприкасающаяся
с реальной поверхностью (профилем)и
3)расположенная
вне материала так, что отклонение от
нее наиболее удаленной точки реальной
поверхности (профиля)в пределах
нормируемого участка имеет минимальное
значение.

Прилегающим
цилиндром
называется цилиндр минимального диаметра
,описанного вокруг реальной наружной
поверхности ,или максимального диаметра
,вписанного в реальную внутреннюю
поверхность.
Средний
элемент
– это поверхность (профиль),имеющая
номинальную форму и такие размеры и(или)
расположение ,чтобы сумма квадратов
расстояний между реальным и средним
элементами в пределах нормируемого
участка имела минимальное значение.
Окружность
минимальной зоны
–окружность, соприкасающаяся с реальным
профилем и расположенная вне материала
элемента детали так, чтобы наибольшее
расстояние между реальным профилем и
этой окружностью имело минимальное
значение.
Виды
нормируемых отклонений поверхностей
и знаки ,используемые при указании на
чертеже допускаемых отклонений
Нормирование
точности отклонений от прямолинейности
в плоскости

Отклонением
от прямолинейности в
плоскости называется наибольшее
расстояние от точек реального профиля
до прилегающей прямой в пределах
нормируемого участка.
Частные
виды отклонений от прямолинейности:
выпуклость, вогнутость.
Нормирование
точности отклонений от плоскостности

Отклонением
от плоскостности
называется наибольшее расстояние от
точек реальной поверхности до прилегающей
плоскости в пределах нормируемого
участка.
Частные
виды отклонений от плоскостности:
выпуклость, вогнутость.
Нормирование
точности отклонений от цилиндричности.
Отклонением
от цилиндричности
называется наибольшее отклонение от
точек реальной поверхности до прилегающего
цилиндра в пределах нормируемого
участка.

Нормирование
точности отклонений от круглости.
Отклонением
от круглости
называется наибольшее расстояние от
точек реального профиля до прилегающей
окружности.
Вместо
прилегающей окружности можно использовать
окружность минимальной зоны и среднюю
окружность.



Частные
виды отклонения от круглости: огранка
и овальность.
Нормирование
отклонения профиля продольного сечения.
Отклонением
профиля продольного сечения
называется набольшее расстояние от
точек образующих реальной поверхности
,лежащих в плоскости ,проходящей через
ее ось, до соответствующей стороны
прилегающего профиля в пределах
нормируемого участка.
Под
прилегающим профилем продольного
сечения понимается две параллельные
прямые, соприкасающиеся с реальным
профилем осевого(продольного)сечения
цилиндрической поверхности и расположенные
вне материала элемента детали так, что
наибольшее отклонение точек реального
профиля до соответствующей стороны
прилегающего профиля продольного
сечения в пределах нормируемого участка
имело минимальное значение.
Частные
виды отклонения профиля продольного
сечения: конусность, бочкообразность,
седлообразность.
Соседние файлы в предмете Метрология
Для чего нужны допуски и посадки?
Допуски и посадки необходимы для точного соединения деталей в машиностроении, а также в металлообработке. Сама идея введения нормативных понятий таких, как допуски и посадки нацелена на стандартизации и создание возможности изготовления взаимозаменяемых деталей для механизмов любой степени сложности конструкции.
Как определить допуск посадки?
В переходных посадках допуск посадки равен сумме наибольшего зазора и наибольшего натяга, взятых по абсолютному значению TS(N) = Smax + Nmax. Для всех типов посадок допуск посадки равен сумме допусков отверстия и вала, т. е. T S(N) = ТD + Td.
В каком случае при соединении двух деталей отверстия и вала получается?
В соединении двух деталей, входящих одна в другую, различают охватывающую и охватываемую поверхности. . Если диаметр отверстия больше диаметра вала, то между ними получается зазор, величина которого характеризует степень свободы относительно перемещения соединяемых деталей.
Что означают размеры в скобках на чертеже?
На рабочем чертеже изделия указывают размеры, предельные отклонения, шероховатость поверхностей и другие данные, которым оно должно соответствовать перед сборкой (рис. . Такие размеры заключают в круглые скобки, а в технических требованиях делают запись типа: “Размеры в скобках – после сборки” (рис. 1б).
В промышленности применяются обе системы, но большее распространение имеет система отверстия; системой вала пользуются обычно наряду с системой отверстия — для некоторых соединений в изделии, где она иногда является более удобной; например; когда на одном гладком валике сидят две или три детали с разными посадками.